11 ноября 2023 года компанией ООО «Веллонс.РУ» завершены работы по проекту устройства новой огнеупорной футеровки пылевой камеры и головки печи (разгрузочный узел печи) в рамках проекта строительства опытно-промышленной установки по производству вельц-оксида. Данные работы выполнены на условиях EPC-контракта, включая инжиниринг, подбор и поставку материалов, а также непосредственно футеровочные работы по устройству новой огнеупорной футеровки оборудования вельц-печи.
ИНЖИНИРИНГ.




















В апреле 2023 года, специалисты компании ООО «Веллонс.РУ» выполнили разработку проекта устройства огнеупорной футеровки для технологического оборудования вельц-печи (пылевой камеры, вращающейся печи и головки печи). Рабочий проект включал в себя разработку пояснительной записки проекта, графической части проекта и проекта организации работ (ПОР).
Данная техническая документация легла в основу фактической реализации проекта устройства футеровки оборудования вельц-печи.
ФУТЕРОВОЧНЫЕ РАБОТЫ.
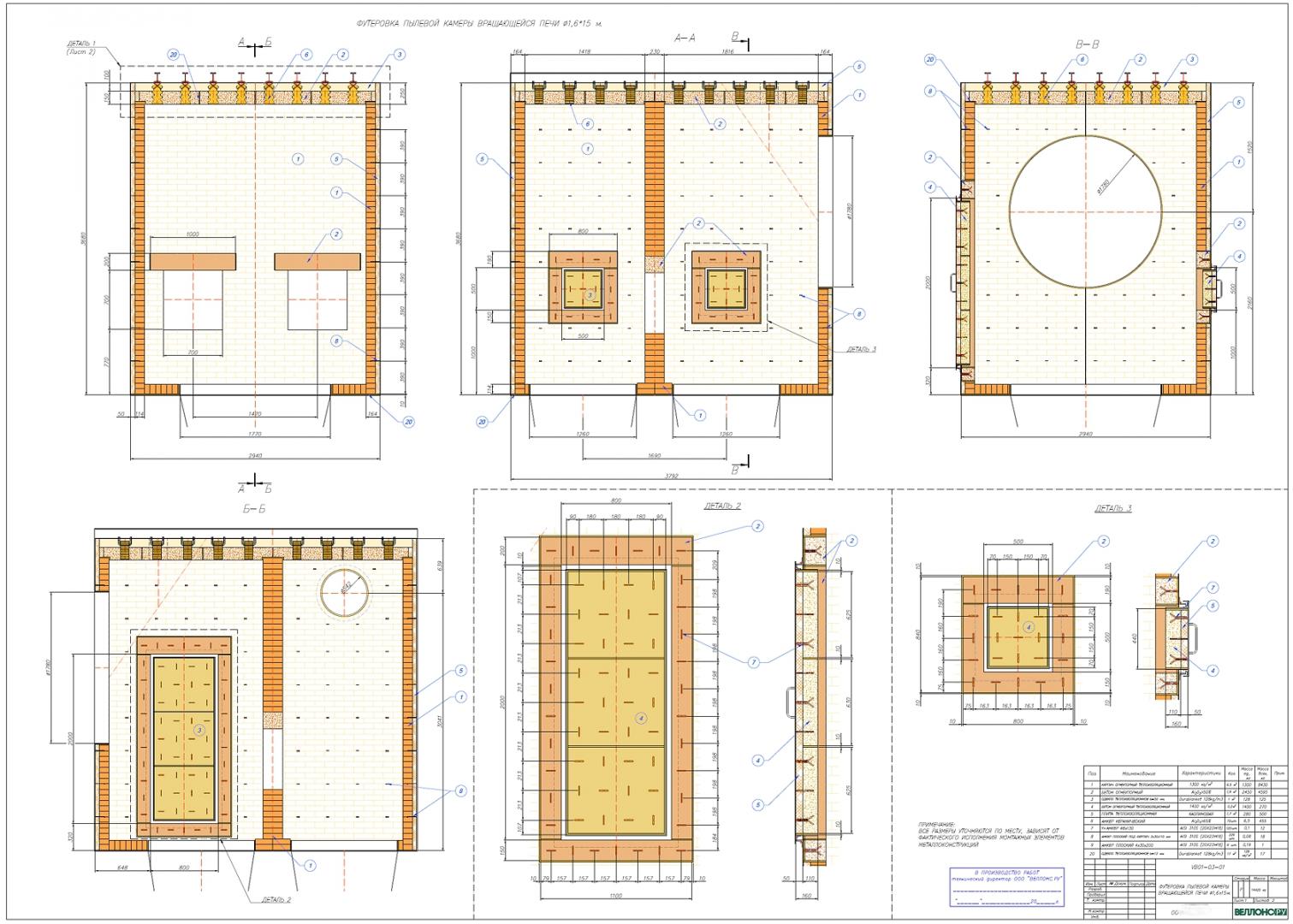
1. ФУТЕРОВКА ПЫЛЕВОЙ КАМЕРЫ ПЕЧИ:
Перед начало проведения футеровочных работ проемы бункеров были перекрыты деревянными щитами, для обеспечения безопасного проведения работ. Футеровку пылевой камеры ведут согласно чертежам №VB01-03–01, №VB01-03–02 на которых детально показана раскладка огнеупора, устройство анкеров, карт.
Футеровка боковых стен: футеровка двухслойная, рабочий слой толщиной 114 мм. выполнен с применением теплоизоляционного кирпича ШТ-1,3; теплоизоляционный слой толщиной 50 мм. – с применением теплоизоляционных каолиновых плит. Общая толщина футеровки 165 мм.
Перед началом кладки стен из огнеупорного теплоизоляционного кирпича металлический корпус днища камеры, покрывается слоем теплоизоляционного рулонного материала (Cerablanket-128) толщиной 13 мм. После этого производится устройство теплоизоляционного слоя, путем установки плит необходимого размера. Плиты раскраиваются в размер и укладываются максимально плотно друг к другу.
Кладка огнеупорного теплоизоляционного кирпича ведется в перевязку и через определенную высоту, для обеспечения конструктивной прочности футеровки стен, устанавливаются жаропрочные плоские анкера (кляммеры). Монтаж анкерной продукции ведется согласно чертежу №VB01-03–01.
Кладка торцевых стен ведется панелями. Между панелями формируется температурный шов из рулонного теплоизоляционного материала толщиной 13 мм. Панели в углах не перевязываются, в местах сопряжения боковых стен и центральной перегородки устраиваются температурные швы для обеспечения температурного расширения огнеупора в процессе нагрева и эксплуатации оборудования (чертеж устройства свода и днища камеры №VB01-03–01). Кладка огнеупорного кирпича ведется с применением кладочного раствора на основе алюмосиликатного мертеля (МШ-39). Толщина кладочного шва ~ 2 мм.
Обрамление технологических люков и двери: футеровка двухслойная – рабочий слой выполнен с применением огнеупорного высокоалюминатного огнеупора BORCAST-55W, толщиной 114 мм, а теплоизоляционный слой – с применением каолиновой плиты толщиной 50 мм. После устройства анкерного поля и теплоизоляционного слоя, огнеупорный бетон заливается в предварительно установленную опалубку, изготовленную из фанеры 20 мм. Для уплотнения бетонной массы используют погружной вибратор. После схватывания монолитного огнеупора, опалубка демонтируется (не ранее чем через 12-14 часов). Для поддержания температурного режима и соблюдения минимальных сроков схватывания бетона применяются тепловые пушки, обеспечивающие постоянный плюсовой режим внутри камеры.
Устройство межкамерной перегородки: устройство межкамерной перегородки ведется параллельно с футеровкой стен камеры. Перед началом кладки металлический корпус днища камеры, покрывается слоем теплоизоляционного рулонного материала толщиной 13 мм. Толщина перегородки 230 мм. В перегородке устраиваются необходимые проемы для движения газовых потоков из первой секции камеры во вторую, согласно размерам, предусмотренных проектом (чертеж №VB01-03–01). Верхняя перемычка данных проемов формируется за счет устройства балки, выполненной из огнеупорного бетона BORCAST 55W. Нижний пояс технологических проемов также выполнен из прочного огнеупорного бетона для предотвращения возможного повреждения кирпичной кладки в период технических осмотров оборудования и его очистки.
Перегородка «встраивается» в боковые стены, но не перевязывается. Места сопряжения перегородки и боковых панелей стен прокладываются рулонным теплоизоляционным материалом толщиной 13 мм (формируется температурный шов).
Футеровка технологической двери и люков: футеровка двухслойная. Рабочий слой, толщиной 115 мм выполнен из теплоизоляционного огнеупорного бетона, теплоизоляционный слой выполнен из теплоизоляционных каолиновых плит толщиной 50 мм.
После установки анкерной продукции и теплоизоляционного слоя, ребра люков и дверей обклеиваются рулонным теплоизоляционным материалом толщиной 13 мм для формирования температурного шва между огнеупором рабочего слоя и металлическим корпусом
Теплоизоляционный огнеупорный бетон (BORTHERM-1.4) укладывается в предварительно смонтированную опалубку. Рабочий слой футеровки технологической двери заливается картами. Рабочий слой технологических люков заливается в один прием.
Футеровка плоского свода пылевой камеры: футеровка двухслойная – рабочий слой выполнен из огнеупорного монолитного бетона (BORCAST-55W) толщиной 150 мм; теплоизоляционный слой из рулонного теплоизоляционного материала Cerablanket-128 общей толщиной ~100 мм. Общая толщина футеровки слоя 250 мм.
Подготовка керамических анкеров: перед началом работ керамические анкера подготавливаются к установке путем нанесения битумной мастики в один слой (толщина слоя мастики до 1 мм.). Слой мастики наносится на рабочую поверхность анкера, т.е. на высоту погружения анкера в рабочий слой огнеупора с небольшим запасом. В нашем случае на ~170 мм.
Работы начинаются с установки керамических анкеров, согласно проекту, а после их монтажа производится устройство опалубки карт свода. После установки подвесных элементов и непосредственно керамического анкера, производится расклинка данного анкера при помощи двух деревянных клиньев, которые после укладки огнеупора рабочего слоя, снятия опалубки, удаляются в обязательном порядке.
Перед установкой опалубки на торцевую часть керамических анкеров наклеивается прокладка из теплоизоляционного рулонного материала толщиной 5-10 мм для предотвращения попадания бетона между анкером и опалубкой. Торцевая часть керамического анкера должна остаться чистой, без слоя бетона. Данное мероприятие необходимо для предотвращения возможных сколов при тепловых расширениях керамического анкера.
Огнеупорный бетон заливается в предварительно установленную опалубку, изготовленную из фанеры 20 мм. Для легкого отделения опалубки от слоя огнеупорного бетона поверхность опалубки смазывается индустриальным маслом. Для уплотнения бетонной массы используют погружной вибратор.
После окончания заливки огнеупорного бетона рабочего слоя и его окончательного твердения приступают к укладке теплоизоляционного рулонного материала Cerablanket-128.
Футеровка днища камеры: после окончания работ по устройству футеровки стен, свода пылевой камеры, после окончания разборки инвентарных лесов приступают к футеровке днища камеры.
Перед началом кладки огнеупорного теплоизоляционного кирпича металлический корпус днища камеры покрывается слоем теплоизоляционного рулонного материала толщиной 13 мм. Металлическое обрамление периметра бункеров также прокладывается аналогичным рулонным материалом. Таким образом формируется температурный шов. Кладка огнеупорного кирпича ведется с применением кладочного раствора на основе алюмосиликатного мертеля. Общая толщина слоя футеровки 140 мм.
ВАЖНО! После окончания работ по устройству теплоизоляционного слоя свода пылевой камеры, для предотвращения попадания осадков и, соответственно, увлажнения теплоизоляционного слоя, требуется постоянное перекрытие по балкам пылевой камеры (например профнастилом или металлическим листом толщиной 3 мм). На данном этапе оставлен полог, в качестве временного укрытия от возможных осадков (дождь, снег, сильный ветер и т.п.).
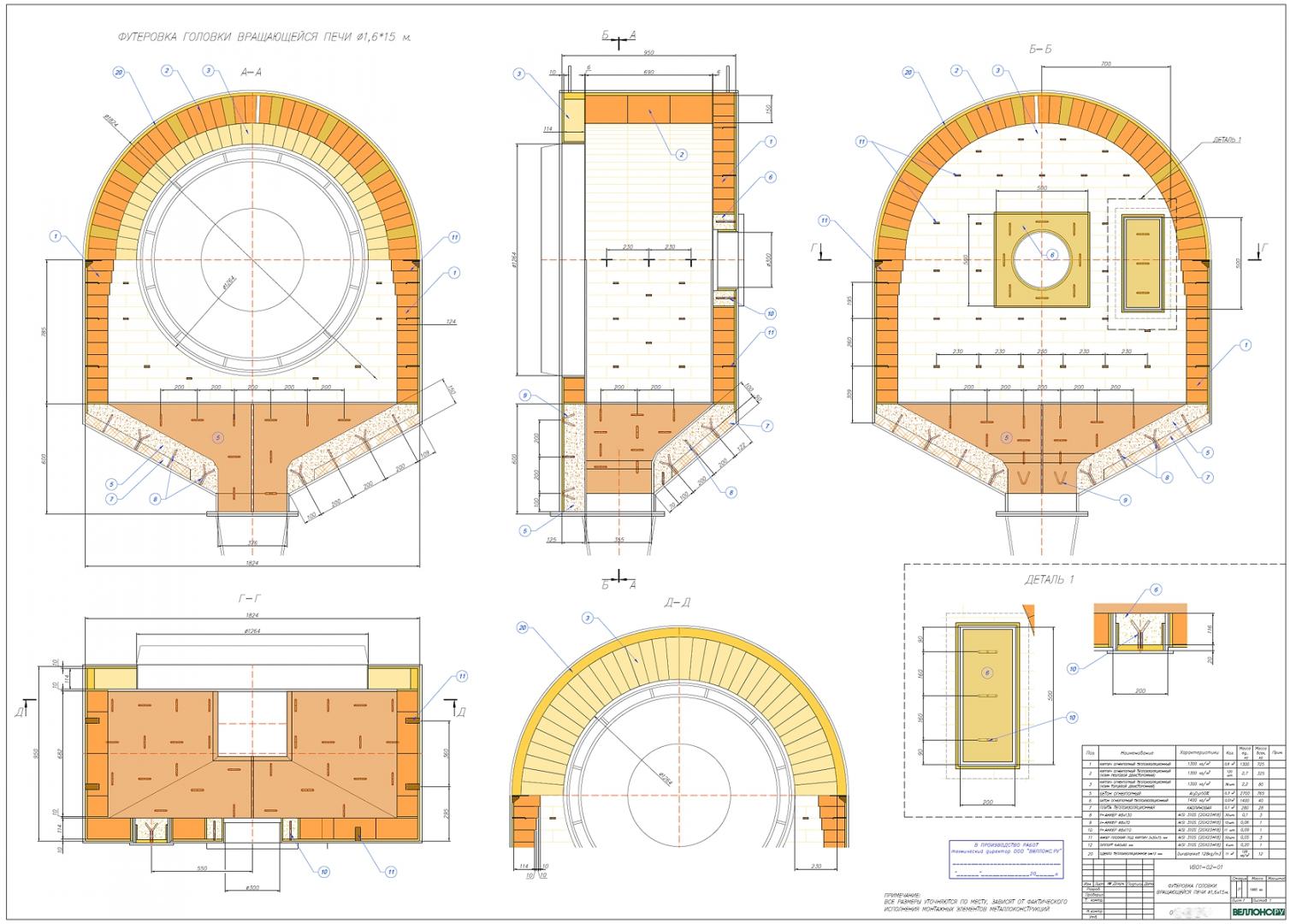
2. ФУТЕРОВКА ГОЛОВКИ ПЕЧИ:
Перед начало проведения футеровочных работ проем под откатной головкой печи был перекрыт деревянным щитом, для обеспечения безопасного проведения работ. Футеровку узла пересыпки / головки вращающейся печи ведут согласно чертежу №VB01-02–01
Футеровка разгрузочного короба: футеровка стен бункера различная, передняя вертикальная торцевая стена (стена входа концевой обечайки печи) выполнена из однослойной монолитной огнеупорной футеровки с использованием огнеупорного бетона BORCAST-53 SiC25R, общая толщина футеровки 125 мм. Наклонные стены (боковые и задняя торцевая стена) имеют двухслойную футеровку: рабочий слой выполнен с применением огнеупорного бетона BORCAST-53 SiC25R, теплоизоляционный с использованием каолиновых плит толщиной 50 мм – общая толщина футеровки 150 мм.
После установки анкерного поля на передней торцевой стене короба перед установкой опалубки и началом заливки огнеупорного бетона производится монтаж рулонного теплоизоляционного материала толщиной 13 мм (Cerablanket-128) в один слой на металлическую поверхность стены с целью формирования температурного шва, для компенсации тепловых расширений бетона и стали. Огнеупорный бетон заливается в предварительно установленную опалубку, изготовленную из фанеры, для уплотнения бетонной массы используют погружной вибратор. Работы ведутся одновременно на двух торцевых стенах. После снятия опалубки аналогичные работы проводятся для боковых стен согласно проекту.
Для поддержания температурного режима и соблюдения минимальных сроков схватывания бетона применяются тепловые пушки, обеспечивающие постоянный плюсовой режим внутри головки печи с укрытием проемов полиэтиленовой пленкой.
Футеровка стен головки печи / узла пересыпки: перед началом кладки огнеупорного теплоизоляционного кирпича на полку огнеупорного бетона (верхняя торцевая поверхность боковых стен разгрузочного конуса) укладывается рулонный теплоизоляционный материал толщиной 13 мм. Металлический корпус головки печи также обклеивается рулонным теплоизоляционным материалом толщиной 13 мм - данные мероприятия необходимы для формирования компенсационного теплового шва.
Кладку теплоизоляционного огнеупорного кирпича ведут согласно чертежу №VB01-02–01. Для обеспечения конструктивной прочности футеровки стен в процессе кладки используются жаропрочные плоские анкера (кляммеры). Монтаж анкерной продукции ведется согласно проектной документации. Кладка огнеупорного кирпича ведется на алюмосиликатном мертеле. Толщина кладочного шва ~ 2 мм.
Последние три ряда кладки боковых стен ведутся с перекрытием предыдущего слоя на 15 мм, для создания расширенной полки под устройство арочной конструкции. Требуемый размер кирпича достигается за счет пиления рядового кирпича в необходимый размер при помощи камнерезательного станка. На последнем ряду (на уровне оси печи) боковых стен устанавливаются суппорта для арочного свода головки печи.
Горелочное отверстие, технологический люк футеруются с использованием теплоизоляционного бетона BORTHERM-1,4 (толщина слоя 115 мм) с применением жаропрочных анкеров соответствующей конструкции. В качестве боковых ребер опалубки карты горелочного устройства используется кирпичная кладка, необходимой высоты.
Футеровка арочного свода головки печи: для формирования свода используется специальный фасонный кирпич – клин ребровой двухсторонний, толщина футеровки 150 мм. Для кладки сводового полукольца входа концевой обечайки печи в головку печи используется специальный фасонный кирпич – клин торцевой двухсторонний, толщина футеровки 230 мм. Для свода также как и для стен головки печи используется теплоизоляционный огнеупорный кирпич ШТУ-1,3 (определенных размеров и форм).
Перед началом устройства арочного свода изготавливаются и устанавливаются кружала согласно внутреннему размеру арочного свода. Кладка огнеупора ведется с использованием огнеупорного алюмосиликатного мертеля МШ-39.
Кладка свода ведется с двух сторон, замыкая арочный сегмент в центре. Замок свода набирается из двух кирпичей, предварительно распиленных до нужного размера и формата. Расклинка замковых кирпичей арочного свода ведется через верхний проем в металлической обшивке корпуса головки печи.
3. ПОРТФОЛИО РАБОТ ПО УСТРОЙСТВУ ФУТЕРОВКИ ПЫЛЕВОЙ КАМЕРЫ И ГОЛОВКИ ПЕЧИ.









РЕЗЮМЕ ПРОЕКТА:
Проект устройства огнеупорной футеровки пылевой камеры и головки печи выполнен согласно графической части проекта с сохранением всех основных технологических особенностей конструкции футеровки для данного оборудования. Непосредственно работы выполнены в сжатые сроки за 8 суток, считаем это хорошим результатом с учетом проведения огромного количества параллельных работ по монтажу механического оборудования, металлоконструкций, работ, связанных с прокладкой кабельной продукции и многих других подобных работ на одной высотной отметке.
Объем работ по договору подряда, в части устройства футеровки пылевой камеры и головки печи выполнен в полном объеме.
Работы по футеровке вращающейся печи на данном этапе не проводились, в том числе и из-за необходимости проведения технических испытаний и наладки механической части вращающейся печи, ее настройки и наблюдения за ее работай в период приемочных испытаний 72 часов беспрерывной работы. Данные работы необходимо проводить без внутренней огнеупорной футеровке. По завершению данных работ, а также других вспомогательных работ, необходимых для обеспечения полной готовности печи к эксплуатации, наша компания готова приступить к окончательной части проекта, а именно к футеровке корпуса вращающейся печи. Ориентировочный срок выполнения футеровочных работ корпуса печи составит 7-9 суток.
ВАЖНО! Считаем необходимым обратить ваше внимание на необходимость устройства постоянного перекрытия пылевой камеры (по существующим продольным балкам), для предотвращения негативного воздействия осадков и, соответственно, увлажнения теплоизоляционного слоя пылевой камеры (дождь, снег, сильный ветер и т.п.).