


November 1, 2023, Wellons.RU LLC completed work on the design of the new refractory lining of the dust chamber and the furnace head (furnace discharge unit) as part of the project for the construction of a pilot plant for the production of Welz oxide. These works were carried out on the terms of an EPC contract, including engineering, selection and supply of materials, as well as direct lining work on the installation of a new refractory lining of the Welz furnace equipment.
INGINIRING.




















In April 2023, the specialists of Wellons.RU LLC completed the development of a project for the refractory lining for the technological equipment of the Welz furnace (dust chamber, rotary kiln and furnace head). The detailed design included the development of an explanatory note of the project, a graphic part of the project and a work management project (ERP).
This technical documentation formed the basis for the actual implementation of the project for the lining of the Welz furnace equipment.
LINING WORKS.
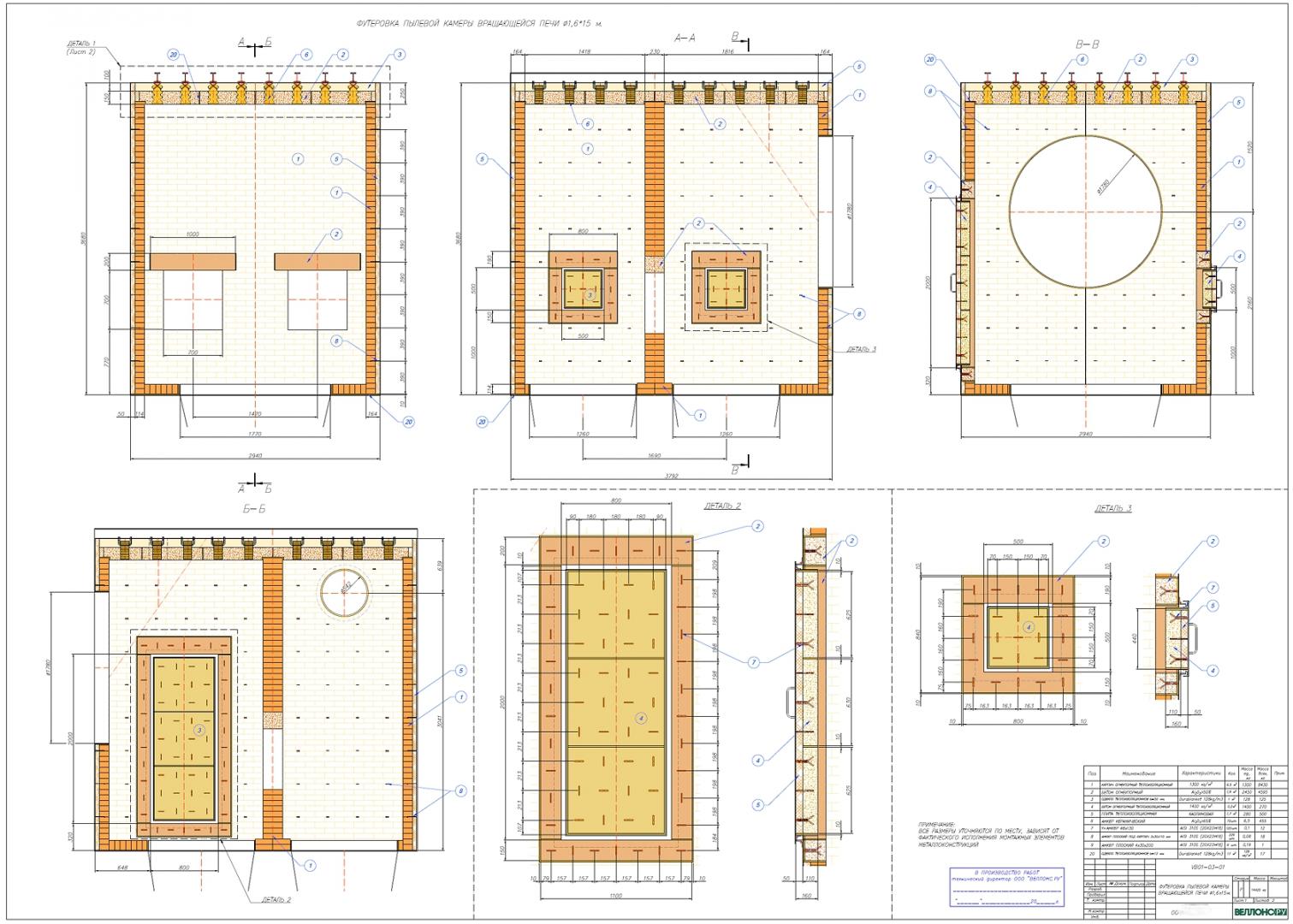
1. FURNACE DUST CHAMBER LINING:
Before the start of the lining works, the openings of the bunkers were covered with wooden boards to ensure the safe conduct of work. The lining of the dust chamber is carried out according to drawings No. VB01-03-01, No. VB01-03-02, which show in detail the layout of the refractory, the arrangement of anchors, maps.
Side wall lining: double-layer lining, working layer 114 mm thick. made with the use of heat-insulating bricks SH-1,3; 50 mm thick thermal insulation layer – with the use of heat-insulating kaolin boards. The total thickness of the lining is 165 mm.
Before the masonry of the walls made of refractory heat-insulating bricks, the metal body of the chamber bottom is covered with a layer of heat-insulating roll material (Cerablanket-128) with a thickness of 13 mm. After that, the thermal insulation layer is installed by installing slabs of the required size. The slabs are cut to size and laid as tightly as possible to each other.
The laying of refractory heat-insulating bricks is carried out in a tie and through a certain height, in order toensure the structural strength of the wall lining, heat-resistant flat anchors (clamps) are installed. Installation of anchor products is carried out according to drawing No. VB01-03-01.
The masonry of the end walls is carried out with panels. Between the panels, a temperature seam is formed from a roll of thermal insulation material with a thickness of 13 mm. The panels in the corners are not tied, temperature joints are arranged at the junction of the side walls and the central partition to ensure the thermal expansion of the refractory during heating and operation of the equipment (drawing of the roof and bottom of the chamber No. VB01-03-01). Masonry of refractory bricks is carried out using masonry mortar based on aluminosilicate mortar (MSh-39). Masonry joint thickness ~ 2 mm.
Framing of technological hatches and doors: two-layer lining – the working layer is made with the use of refractory high-aluminate refractory BORCAST-55 W, 114 mm thick, and the thermal insulation layer is made with the use of kaolin board with a thickness of 50 mm. The refractory concrete is poured into a pre-installed formwork made of 20 mm plywood. After setting the monolithic refractory, the formwork is dismantled (not earlier than in 12-14 hours). To maintain the temperature regime and comply with the minimum time of concrete setting, heat guns are used, which provide a constant positive regime inside the chamber.
Installation of the inter-chamber partition: the installation of the inter-chamber partition is carried out in parallel with the lining of the walls of the chamber. Before the start of masonry, the metal body of the bottom of the chamber is covered with a layer of heat-insulating roll material with a thickness of 13 mm. The bulkhead is 230 mm. The necessary openings are arranged in the partition for the movement of gas flows from the first section of the chamber to the second, according to the dimensions provided for by the project (drawing No. VB01-03-01). The upper line of these openings is formed by the arrangement of a beam made of refractory concrete BORCAST 55W. The lower chord of technological openings is also made of durable refractory concrete to prevent possible damage to the brickwork during technical inspections of equipment and its cleaning.
The partition is "embedded" in the side walls, but is not tied. The joints of the partition and the side panels of the walls are laid with a roll of thermal insulation material with a thickness of 13 mm (a temperature joint is formed).
Lining of the technological door and hatches: two-layer lining. The working layer, 115 mm thick, is made of heat-insulating refractory concrete, the heat-insulating layer is made of heat-insulating kaolin boards with a thickness of 50 mm.
After the installation of the anchor products and the thermal insulation layer, the ribs of hatches and doors are glued with a roll of thermal insulation material with a thickness of 13 mm to form a temperature seam between the refractory of the working layer and the metal body
Heat-insulating refractory concrete (BORTHERM-1.4) is laid in pre-assembled formwork. The working layer of the lining of the technological door is filled with cards. The working layer of the technological hatches is poured in one step.
The lining of the flat roof of the dust chamber: the lining is two-layer – the working layer is made of refractory monolithic concrete (BORCAST-55 W) with a thickness of 150 mm; the thermal insulation layer is made of rolled thermal insulation material Cerablanket-128 with a total thickness of ~ 100 mm. The total thickness of the layer lining is 250 mm.
Preparation of ceramic anchors: Before starting work, ceramic anchors are prepared for installation by applying bitumen mastic in a single layer (mastic layer thickness up to 1 mm). A layer of mastic is applied to the working surface of the anchor, i.e. to the height of the anchor's immersion in the working layer of the refractory with a small margin. In our case, ~170 mm.
The work begins with the installation of ceramic anchors, according to the project, and after their installation, the formwork of the vault cards is carried out. After the installation of the hanging elements and the ceramic anchor itself, this anchor is wedged with the help of two wooden wedges, which are removed without fail after laying the refractory working layer, removing the formwork.
Before the formwork is installed, a 5-10 mm thick heat-insulating roll gasket is glued to the end part of the ceramic anchors to prevent concrete from getting between the anchor and the formwork. The end part of the ceramic anchor must remain clean, without a layer of concrete. This measure is necessary to prevent possible chips during thermal expansion of the ceramic anchor.
Refractory concrete is poured into a pre-installed formwork made of 20 mm plywood. An immersion vibrator is used to compact the concrete mass.
After the completion of the pouring of the refractory concrete of the working layer and its final hardening, the laying of the thermal insulation roll material Cerablanket-128 begins.
Lining of the bottom of the chamber: after the completion of the work on the lining of the walls, the roof of the dust chamber, after the completion of the dismantling of the inventory scaffolding, the lining of the bottom of the chamber is started.
Before starting the laying of refractory heat-insulating bricks, the metal body of the bottom of the chamber is covered with a layer of heat-insulating roll material with a thickness of 13 mm. In this way, a temperature seam is formed. Masonry of refractory bricks is carried out using masonry mortar based on aluminosilicate mortar. The total thickness of the lining layer is 140 mm.
IMPORTANTLY! After the completion of the work on the installation of the thermal insulation layer of the roof of the dust chamber, in order to prevent the ingress of precipitation and, accordingly, moisten the thermal insulation layer, a permanent overlap along the beams of the dust chamber (for example, with corrugated sheeting or a metal sheet with a thickness of 3 mm) is required. At this stage, a canopy has been left as a temporary shelter from possible precipitation (rain, snow, strong wind, etc.).).
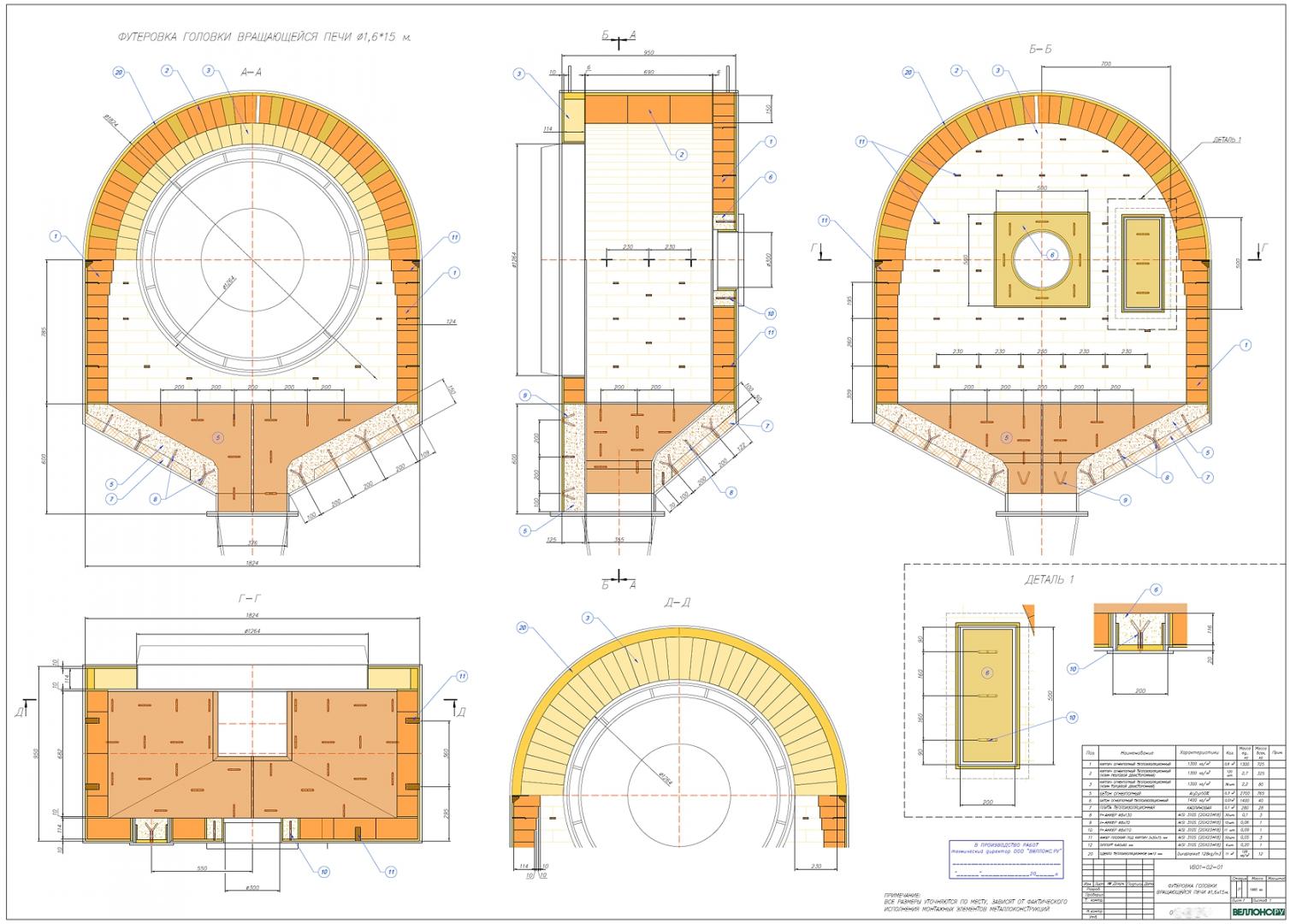
2. FURNACE HEAD LINING:
Before the start of the lining works, a wooden shield was covered under the sliding head of the furnace to ensure safe work. The lining of the transfer unit / head of the rotary kiln is carried out according to drawing No. VB01-02-01
Discharge box lining: the lining of the bunker walls is different, the front vertical end wall (the entrance wall of the furnace end shell) is made of single-layer monolithic refractory lining using BORCAST-53 SiC25R refractory concrete, the total thickness of the lining is 125 mmBORCAST-53 SiC25R, thermally insulated with 50 mm thick kaolin boards – total lining thickness 150 mm.
After the installation of the anchor field on the front end wall of the box, before the installation of the formwork and the start of pouring the refractory concrete, a 13 mm thick roll of thermal insulation material (Cerablanket-128) is installed in a single layer on the metal surface of the wall in order to form a temperature joint to compensate for the thermal expansion of concrete and steel. Refractory concrete is poured into a pre-installed formwork made of plywood, and an immersion vibrator is used to compact the concrete mass.Work is being carried out simultaneously on two end walls. After the formwork is removed, similar work is carried out on the side walls according to the project.
To maintain the temperature regime and comply with the minimum time of concrete setting, heat guns are used, which provide a constant positive regime inside the furnace head with the opening covered with a polyethylene film.
Lining of the walls of the furnace head / refilling unit: before the laying of the refractory heat-insulating bricks, a roll of thermal insulation material with a thickness of 13 mm is laid on the shelf of refractory concrete (the upper end surface of the side walls of the discharge cone).to form a compensating heat joint.
Installation of anchor products is carried out in accordance with the design documentation. The refractory bricks are laid on aluminosilicateand mortar. The thickness of the masonry joint is ~ 2 mm.
The last three rows of masonry of the side walls are carried out with the overlap of the previous layer by 15 mm, to create an expanded shelf for the arrangement of the arched structure. The required size of the brick is achieved by sawing ordinary bricks to the required size using a stone-cutting machine. On the last row (at the level of the furnace axis) of the side walls, the slides for the arched vault of the furnace head are installed.
The burner hole and the process hatch are lined with the use of heat-insulating concrete BORTHERM-1.4 (layer thickness 115 mm) with the use of heat-resistant anchors of the appropriate design. Brickwork of the required height is used as the side ribs of the formwork of the burner device.
Lining of the arched arch of the furnace head: a special shaped brick is used to form the vault - a double-sided ribbed wedge, the thickness of the lining is 150 mm. For laying the vault half-ring of the entrance of the end shell of the furnace into the head of the furnace, a special shaped brick is used - a double-sided end wedge, the thickness of the lining is 230 mm.
At the beginning of the construction of the arched vault, the circles are made and installed according to the internal dimension of the arched vault. Refractory masonry is carried out using refractory aluminosilicate mortar MSh-39.
The masonry of the vault is carried out on both sides, closing the arched segment in the center. The vault lock is assembled from two bricks, pre-sawn to the desired size and format. The wedge of the lock bricks of the arched vault is carried out through the upper opening in the metal sheathing of the furnace head body.
3. PORTFOLIO OF WORKS ON THE LINING OF THE DUST CHAMBER AND THE FURNACE HEAD.









PROJECT RESUME:
The design of the refractory lining of the dust chamber and the furnace head was carried out according to the graphic part of the project with the preservation of all the main technological features of the lining design for this equipment. The work itself was completed in a short time in 8 days, we consider it a good result for them, taking into account the huge number of parallel works on the installation of mechanical equipment, metal structures, work related to the laying of cable products and many other similar works at one height point.
The scope of work under the contractor agreement, in terms of the lining of the dust chamber and the furnace head, was completed in full.
Work on the lining of the rotary kiln was not carried out at this stage, including due to the need to carry out technical tests and adjustment of the mechanical part of the rotary kiln, its adjustment and monitoring of its operation during the acceptance test period of 72 hours of continuous operation. These works must be carried out without internal refractory lining. Upon completion of these works, as well as other auxiliary works necessary to ensure the full readiness of the furnace for operation, our company is ready to proceed to the final part of the project, namely the lining of the rotary kiln body. The approximate time for lining the furnace body will be 7-9 days.
IMPORTANTLY! We consider it necessary to draw your attention to the need for a permanent overlap of the dust chamber (along the existing longitudinal beams) in order to prevent the negative impact of precipitation and, accordingly, moisten the thermal insulation layer of the dust chamber (rain, snow, strong wind, etc.).