


On June 14, 2018, at 20:00, Wellons.RU LLC completed the project of drying the refractory anticorrosive protection of sulfur flow equipment: at sulfur furnace scrubber I. The drying of the lining of the scrubber of the second stage, the gas duct between the scrubbers, was carried out due to the natural heat exchange between the exhaust gases and the lining, as well as the Raschig Rings. These works were carried out under an EPC contract, including engineering, selection and delivery of equipment for drying (diesel burners ) and fuel storage (supply tank), installation of equipment and the drying process itself.
Pursuant to the contract No. XX of 08/21/2017 under Supplementary Agreement No. 2, specialists of Wellons.RU LLC, within the framework of this project, at shortest possible time Wellons specialists made the calculations and purchased diesel burner devices for their installation in a sulfuric furnace and scrubber. A project has been developed for installing these burners, a project for automating the drying process of the lining, as well as a connection diagram for the fuel route and auxiliary equipment (filters, fittings, etc.), the necessary thermal power of the burner devices and their number has been calculated, and a drying schedule for the main equipment has been developed.
The need in two burners is caused, first of all, by the various structural arrangements for lining sulfur flow equipment (multi-layer lining, thickness and weight of the lining, the presence of a monolithic and molded refractory), as well as the need for UNIFORM heating of various types of refractory and its temperature setting during drying in a sulfur furnace and scrubber Ist stage.



Based on the results of detailed engineering, as well as analysis of various proposals for the supply of burner devices, we settled on diesel burners from LAMBORGHINI, Italy. These burners have two-stage regulation of thermal power, which allows for the drying process in accordance with the planned schedule. The possibility of a wide range of thermal power is necessary both at the initial stage of drying, and when setting a higher temperature. The burners are fully equipped with the necessary equipment: a blower fan, fuel pumps, fuel control valves, nozzles, temperature sensors, and the necessary automation system. To ensure stable operation, to reduce the possible negative factor associated with low fuel quality, an additional fuel fine filter was purchased and delivered.
To store fuel and supply it to the burner, a fuel supply tank with a lid was installed with the possibility of its placement in the open air. This tank, subsequently, was equipped with the necessary auxiliary equipment: fittings, fuel supply pipe to the burners, etc.



All work related to the installation of burners on a sulfuric furnace and on a scrubber of the first stage was carried out by specialists of LLC SMU-1, working, under our EPC contract with JSC Solikamskbumprom, on a subcontract
Prior to the installation of the burner devices, flanges were made for fixing the burners to the furnace body and the scrubber. The inner side of the flanges, before they were mounted on the furnace body and the scrubber, was insulated with heat-insulating material to prevent thermal effects through the metal flange on the burner automatics.
After installing the burner devices on the sulfur flow equipment, fuel filters were installed, a supply pipe was laid, and the entire system was filled with diesel fuel. Burners are ready for operation.



To minimize the influence of the “human factor”, the specialists of the instrumentation and automation department of JSC Solikamskbumprom implemented the idea of automatically controlling the process of drying and heating the lining. For this, two remote controllers were used with the ability to set upper and lower temperature limits that are connected to previously installed thermocouples. Thus, when the temperature reaches the upper limit, the signal "STOP" is sent to the burner device. When the lower set limit is reached, the “START” signal is sent to turn on the burner. Gradually, in accordance with the schedule, the temperature settings change (increase), the process goes on continuously, practically without the influence of the operator. As a result of this event, the process of drying and heating the lining was organized as accurately as possible, in relation to the estimated schedule. The actual schedule for drying and warming the lining with respect to the planned values is shown in the graph below.



A slight discrepancy between the actual temperature set schedule and the planned one is caused by a significant heating of the lining, the temperature of which, by indirect indications, turned out to be slightly higher than planned. In the photographs presented, the color of the heated lining corresponds to a temperature of ~ 500 ° C (plus or minus) *. Due to the lack of the need for further output of sulfur flow equipment to production capacity, it was decided to leave the upper setting of the thermocouple of the scrubber I at 350 ° C. At this temperature, the luminescence of the lining is minimal, has a residual sign (dark brown color).
The temperature in the sulfuric furnace was 390 ° С (up to 420 ° С maximum) - this is due to the small volume of the first chamber and the rather “quick” heating of the lining. Maintaining this temperature was also necessary to ensure a stable temperature setting in the scrubber I, due to its larger volume.

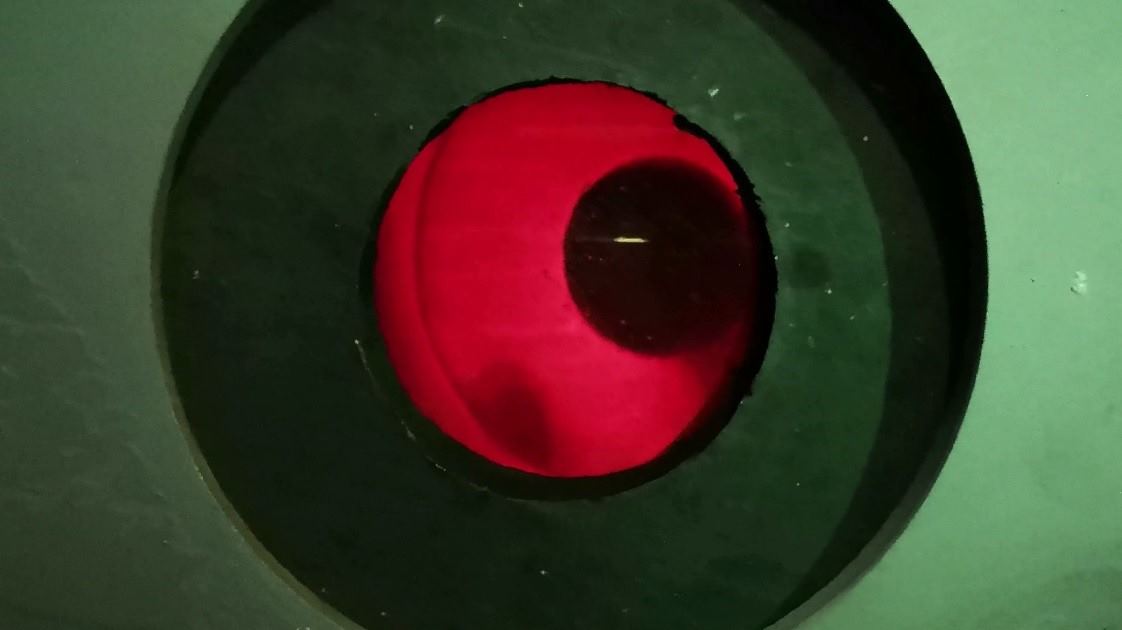


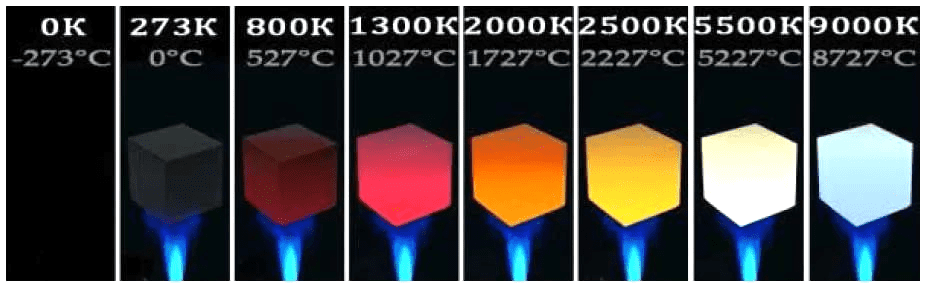
The color scheme of the photographs presented is slightly different from the actual state of the heated lining. In fact, the color of the lining corresponded to a transitional color between 527 ° C and 1027 ° C (closer to the lower value) shown on the color chart of the temperature of the black body.
The internal inspection of the refractory lining, after the drying process, showed the absence of significant defects, namely: deep, open cracks; chips; visible deformations of both monolithic and brick refractory lining. The technical condition of the lining is in excellent condition, the lining is suitable for further technical operation (photographs of the bottom of the furnace, the diaphragm of the furnace, the transitional section of the furnace in the first stage scrubber, the diaphragm of the first stage scrubber are shown below).




The drying and heating of the lining was carried out during the period from 06/08/2018 (from 08:00) to 06/14/2018 (until 20:00), excluding preparatory work. The actual temperature set graph was as planned as possible. The drying process was stable, smooth, there were no comments during the drying and heating of the lining.
Using these links you can watch an overview video of the entire drying process:
In addition to the videos presented to the customer, annexes to this report have been transmitted, namely: