В период с 27 марта по 1 апреля 2024 года компанией ООО «Веллонс.РУ» выполнены работы по проекту замены поврежденных блоков пережима / диафрагмы нагревательной печи с шагающим подом. Данные работы велись на условиях EPC-контракта, включая инжиниринг, подбор и поставку материалов, а также непосредственно монтажные работы по устройству новой огнеупорной диафрагмы печи, состоящей из наборных огнеупорных блоков.
ИНЖИНИРИНГ.




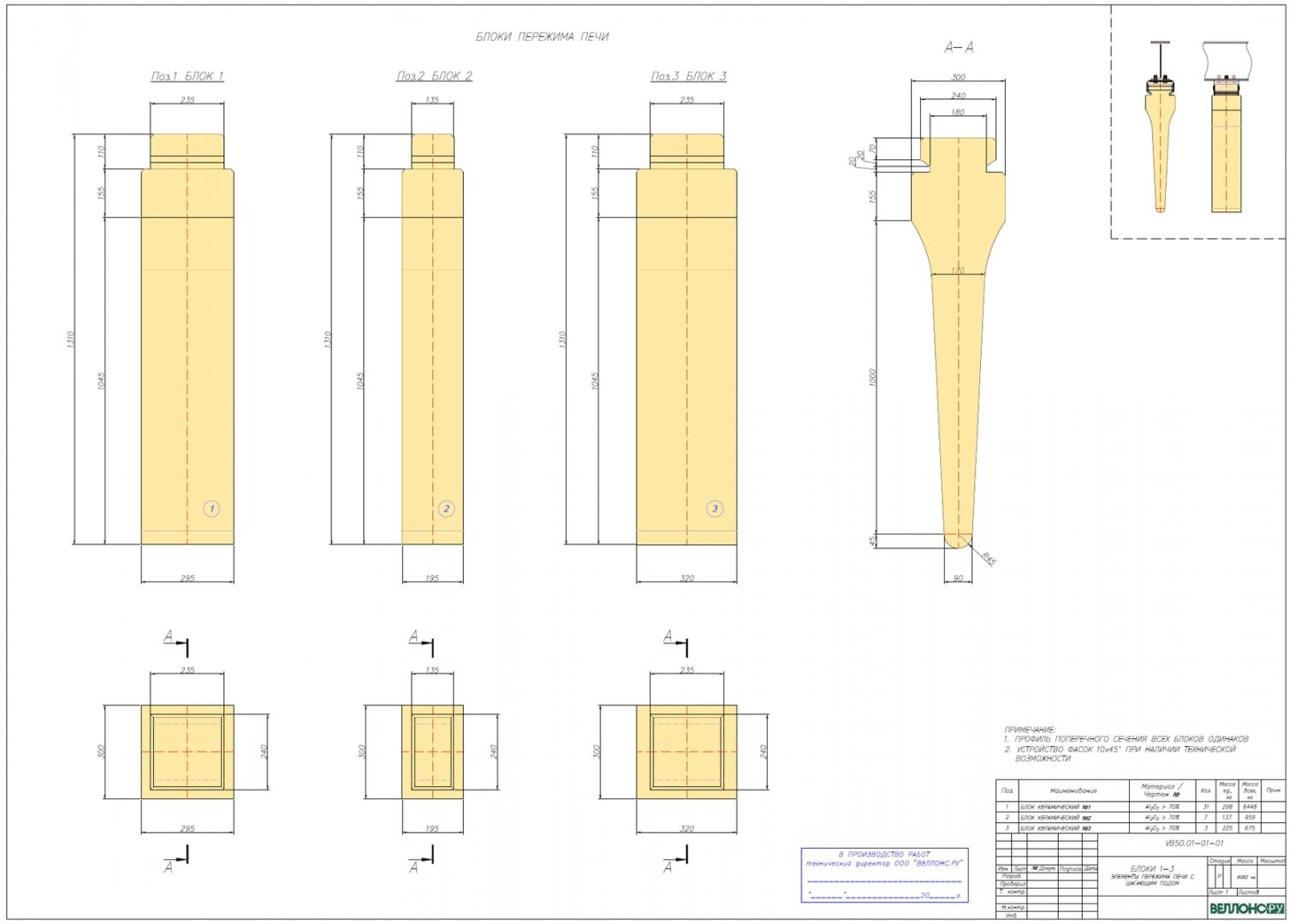
В октябре-ноябре 2023 года, после заключения договора подряда на выполнение работ по изготовлению и монтажу блоков пережима нагревательной печи типа LOI, специалисты компании ООО «Веллонс.РУ» выполнили разработку непосредственно самих огнеупорных блоков в соответствии с основными размерами завода изготовителя. На этапе проектирования потребовалась адаптация системы подвески данных блоков, которая гарантирует максимально надежное крепление блоков, единичной массой от 120 до 200 кг, при их эксплуатации в высокотемпературной зоне печи (~1150–1250°С). Изделия были изготовлены по индивидуальным чертежам. Для обеспечения требуемой прочности и жаропрочности изделия были выполнены из высокоалюминатного тиксотропного бетона с содержанием Al2O3>70%. Для фиксации данных блоков к несущей балке диафрагмы были разработаны и изготовлены специальные крепления / скобы из жаропрочной стали, которые в свою очередь крепятся при помощи жаропрочных болтов и гаек к сегментам несущей балки диафрагмы.
В рамках данного договора был также разработан Проект производства работ (ППР), включающий в себя все необходимы разделы по организации производства работ, технологии выполнения работ, мероприятий по промышленной безопасности и прочие необходимые разделы.
Данная техническая документация легла в основу фактической реализации проекта устройства новой диафрагмы пережима нагревательной печи на комбинате.
ИЗГОТОВЛЕНИЕ И ПОСТАВКА.
Считаем необходимым отметить своевременную работу специалистов комбината по подготовке и заключению договора подряда на проведение данного проекта. Это особенно важно, т.к. изготовление чертежных изделий, а тем более подобных блоков пережима печи, единичной массой от 120 до 200 кг., занимает минимум 60-80 суток с момента размещения заказа, при наличии свободных мощностей завода. Это в первую очередь связано с изготовлением индивидуальных форм и другой специальной оснастки для изготовления таких специфичных чертежных изделий данного проекта. Своевременное размещение заказа позволило без спешки, с соблюдением всех этапов технологического процесса обжига изделий в туннельных печах при температуре ~1300°С, получить высококачественные изделия для замены пережима / диафрагмы нагревательной печи типа LOI.
Элементы крепления блоков / скобы изготовлены из высоколегированной жаропрочной стали AISI 310S (20Х23Н18) толщиной 8 мм в комплекте с болтовым креплением (болт + гайка + шайба) из жаропрочной стали А2).
Все материалы, в том числе и элементы крепления были доставлены на площадку заказчика заранее до начала проведения капитального ремонта, что в свою очередь позволило провести ряд подготовительных работ с целью сокращения сроков проведения ремонта печи в целом.





РАБОТЫ ПО ЗАМЕНЕ ДИАФРАГМЫ ПЕЧИ.
1. ПОДГОТОВИТЕЛЬНЫЕ РАБОТЫ:
Специалистами ремонтной службы предприятия, в рамках подготовки к проведению капительного ремонта нагревательной печи, были изготовлены новые сегменты несущей балки пережима печи, а также изготовлены временные металлические конструкции / стапеля, на которые данные сегменты устанавливались, согласно рекомендациям завода-изготовителя.
2. ПРЕДВАРИТЕЛЬНАЯ УЗЛОВАЯ СБОРКА ЭЛЕМЕНТОВ ПЕРЕЖИМА ПЕЧИ:
Узловую сборку элементов пережима печи вели на предварительно собранных стапелях с предварительно подвешенными и закрепленными новыми сегментам несущей балки пережима печи.
Каждый сегмент двутавровой балки (длиной 1400 мм – 6 шт. и 1225 мм – 2 шт.), на нижней полке, имеет просверленные отверстия под болтовое крепление подвески / скобы (три отверстия на один блок диафрагмы). На каждый сегмент балки производится навеска пяти или четырех блоков определенного типоразмера в порядке, определенном проектной документацией завода изготовителя «LOI Italimpianty».
Перед навеской непосредственно самого блока/блоков, производится установка металлической подвески / скобы, выполненной из жаропрочной стали толщиной 8 мм, при помощи болтов гаек и шайб, также выполненных из жаропрочной легированной стали.
После установки крайней первой скобы, окончательной протяжки болтового соединения, соответствующий блок, при помощи имеющегося мостового крана, вставляется в скобу и подгоняется в проектное положение. Для более безопасного производства работ, совместно со специалистами ремонтной службы предприятия, был разработан механизм подачи блоков на базе реечного домкрата и U-образного держателя, установленных на тележке. При помощи крана блок, нижней его частью устанавливается в U-образный кронштейн и поднимается на заданную высоту при помощи реечного домкрата, после чего за счет движения тележки помещается в скобу и опускается в проектное положение.
После установки всех блоков в проектное положение и их выравнивания, для усиления подвески блоков (для предотвращения возможной деформации / «раскрытия» скобы под воздействием высоких температур и большой единичной массы блоков до ~ 220 кг.) производится установка «усиления» / боковых пластин и приварка их непосредственно к скобе при помощи электродуговой сварки.
Работы по предварительной узловой сборке сегментов пережима печи, были выполнены до остановки печи, позволив обеспечить минимальные сроки проведения ремонтных работ по замене диафрагмы.
3. ДЕМОНТАЖ СУЩЕСТВУЮЩИХ ПОДВЕСНЫХ ЭЛЕМЕНТОВ ПЕРЕЖИМА ПЕЧИ.
После остановки нагревательной печи, специалистами ремонтной службы были проведены работы по демонтажу вспомогательного оборудования (участки воздухопроводов, газопровода и т.п.) на верхней отметке печи, для обеспечения беспрепятственного доступа к элементам балки пережима печи и, соответственно, демонтажа данных элементов.
Перед демонтажем сегментов существующей балки пережима печи с существующими блоками, производится удаление минераловатного уплотнения между подвесными элементами пережима и огнеупорной, теплоизоляционной футеровкой свода первой и второй камеры. Пространство между футеровкой и блоками должно быть свободным, во избежание расклинивания блоков в момент их подъема и удаления из печи.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
4. МОНТАЖ ПРЕДВАРИТЕЛЬНО СОБРАННЫХ СЕГМЕНТОВ БАЛКИ ПЕРЕЖИМА ПЕЧИ.
После окончания демонтажных работ всех сегментов балки пережима печи производится визуальный осмотр, зачистка стыков мест сопряжения огнеупорной футеровки первой и второй камеры, т.е. места установки новой системы балок пережима печи. Удаляются возможные приливы, отколотые участки старой футеровки, шлака, окалины и т.п. для обеспечения беспрепятственного прохождения подвесных элементов / блоков между двумя потолочными перекрытиями (футеровка свода первой и второй камер).
Монтаж предварительно собранных сегментов балки начинают с крайнего положения. Монтаж ведется с помощью электромостового крана с установкой сегментов балки в проектное положение.
Основная протяжка болтовых соединений ведется после установки всех сегментов балки в проектное положение. При несоосности болтовых отверстий, поперечные балки в местах их крепления привариваются электродуговой сваркой.
После установки и крепления всех сегментов балки пережима печи в проектное положение производится «чеканка» швов между вновь установленными подвесными блоками и существующей футеровкой свода первой и второй камер. Для этой цели используется керамоволокно Cerablanket-128 толщиной 13 мм. Заделка швов происходит на всю толщину футеровки с максимальной плотностью набивки. Между блоками соседних сегментов балок устраивается температурный компенсационный шов из керамоволокна толщиной 13 мм.
После окончания работ по монтажу всех сегментов несущей балки пережима печи необходимо пространство между скобами крепления элементов пережима закрывается керамическим волокном до верхнего уровня существующего теплоизоляционного слоя футеровки свода.
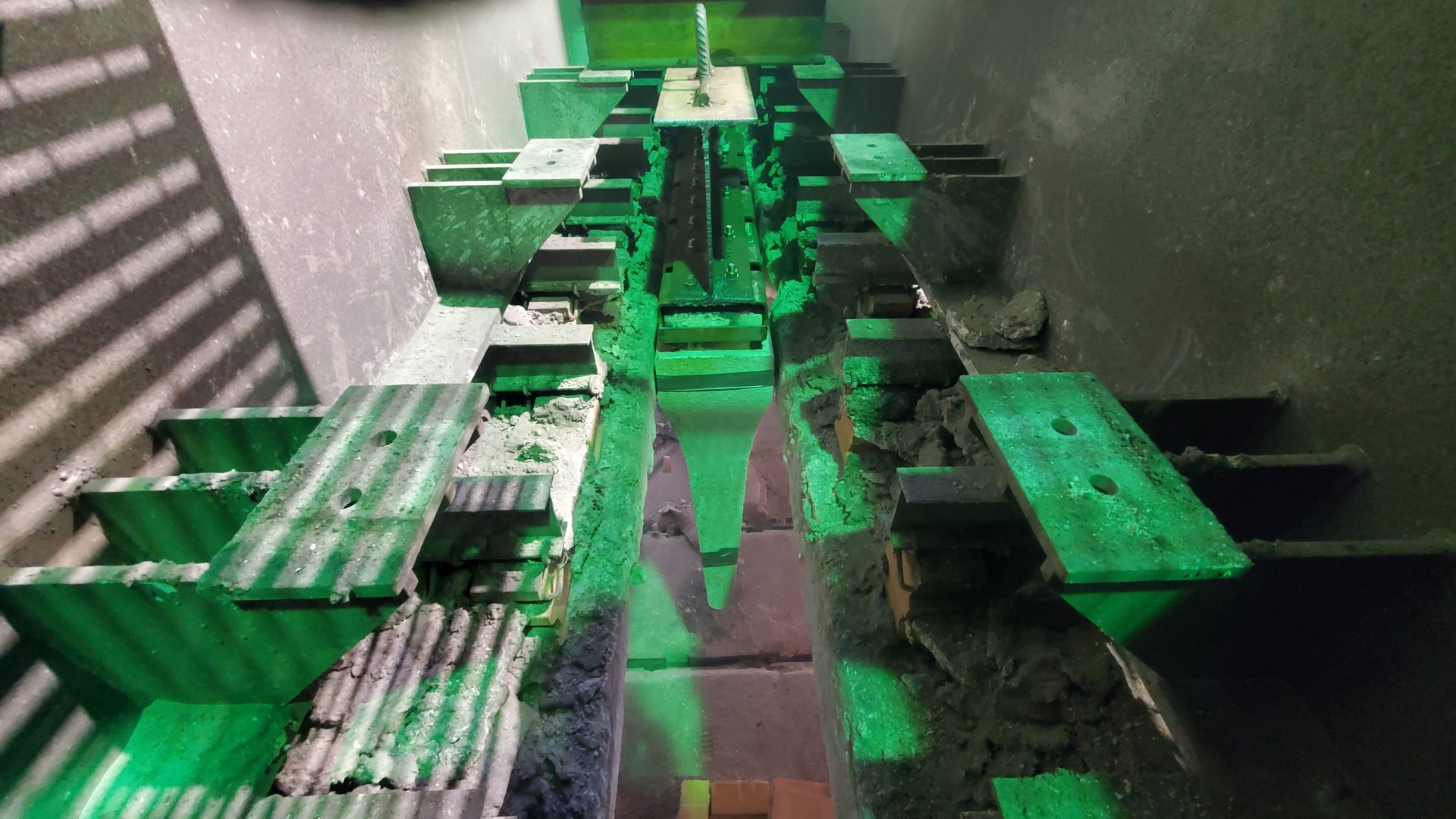
ПОРТФОЛИО РАБОТ ПО ЗАМЕНЕ ЭЛЕМЕНТОВ ПЕРЕЖИМА ПЕЧИ.



РЕЗЮМЕ ПРОЕКТА:
Проект по замене поврежденных элементов пережима печи с шагающим подом, благодаря своевременному заключению контракта, а также отлично выполненным подготовительным работам со стороны специалистов ремонтной службы комбинат был выполнен в максимально сжатые сроки. Без учета времени работ, выделенных на проведение параллельных работ по восстановлению рабочего слоя огнеупорной футеровки и механических работ по восстановлению балок шагающего пода нагревательной печи, монтаж готовых присобранных сегментов несущей балки пережима печи с подвешенными элементами / блоками занял не более двух суток (плюс двое суток на сборку сегментов балки пережима печи), что значительно меньше утвержденного графика капительного ремонта печи.
Объем работ по договору подряда по замене поврежденных элементов пережима печи на новые выполнен в полном объеме.