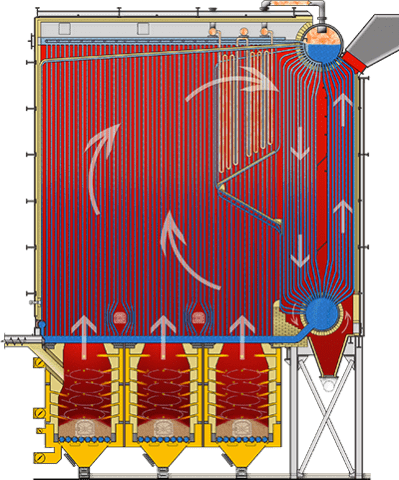
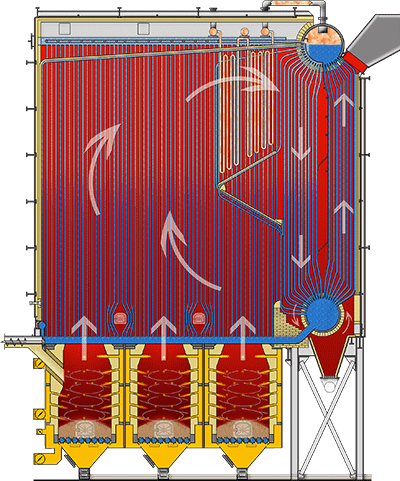
WELLONS is the only company manufacturing wood-fired boilers with a furnace grate and substantial unit output — up to 120 MTH of high-pressure steam. These boilers require no auxiliary fuel (fuel oil or fuel gas) for operation. In the article "OPERATION PRINCIPLE AND DESIGN FEATURES OF WELLONS BOILERS" we focused on the description of technological features and advantages of our systems where a patented technology of wood fuel being burned on rotary grates is used (WELLONS, INC. know-how). In this review, we want to draw your attention to a number of Wellons technology advantages versus different designs of wood combustion using step grates. These are as follows: 1. GRATES: Wellons:
Step grates:
2. BOILER REFRACTORY: Wellons:
Step grates:
3. BOILER DESIGN FEATURES: Wellons:
Step grate:
We are always pleased to introduce your staff to Wellons boilers operation. All the professionals that operate our boilers, point out the simplicity of design, reliability, possibility of incinerating/recycling sludge deposits with high moisture content (up to 70 %), extremely low operation cost, excellent technical solutions from the design of furnaces to ash handling systems, low metal intensity of the structure, workmanship, etc. Example of OJSC "Solikamskbumprom" shows a lack of large expenditures on the operational needs of the boiler itself — after 15 years of heavy operation no replacement of grates are required; the original refractory of furnaces and boilers, installed at the boiler commissioning still remains intact. We hope this brief information will allow you to better understand the technology of burning all kinds of waste wood in our systems compared to step grates’ technology and use a more balanced approach to choosing a boiler system for your projects. By choosing Wellons boiler you insure yourself against the disadvantages of other systems. | Wellons boiler
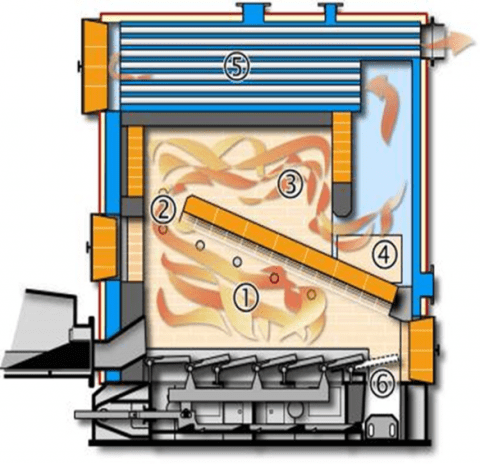
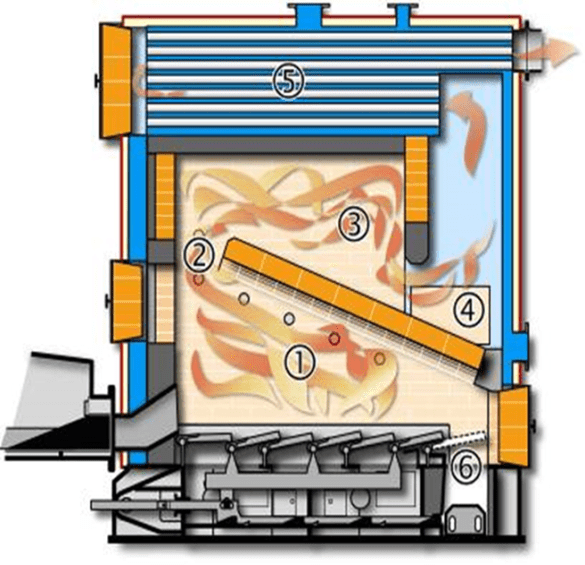
Boiler with shearing grate
|








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}